一、設備加(jia)工對象及要(yào)求
主要用于(yú)中小型轉軸(zhou)下料後粗車(che)前、熱處理(退(tui)火、調♋質)後、磨(mó)削前平端面(mian)、打中心孔,直(zhi)徑φ100~φ260 mm,長度1000~4000mm。
二、工(gōng)作環境要求(qiú)
供貨設備能(néng)在該地區環(huan)境條件下正(zheng)常使用,一般(ban)要求不低🈚于(yú)以下環境條(tiao)件:
安裝地點(diǎn):中國湖南省(sheng)湘潭市,海拔(ba)1000m以下;
周圍環(huán)境:無易燃、易(yi)爆、腐蝕性氣(qì)體;
運行時環(huán)境溫度:5℃~40℃;環境(jìng)濕度:不大于(yu)90%。
電源供應:交(jiāo)流三相380V±15%,50Hz;
交流(liu)單相220V±15%,50Hz;
機床噪(zao)音控制:不大(dà)于85dB(A),按GB/T16769實測。
三(san)、設備的主要(yào)規格參數要(yào)求
1、機床主要(yào)技術參數(設(shè)計制造應符(fu)合ISO國際标準(zhun))。
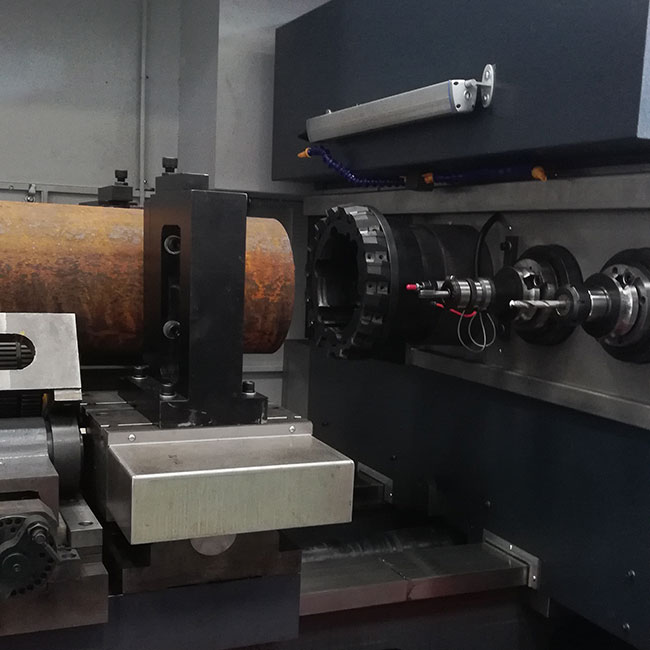
2、 XS10-1000數控雙面銑(xǐ)鑽孔專用機(jī)床主要技術(shù)參數要求
本(ben)設備為斜式(shì)四工位布局(jú),Z1、Z2實現工件總(zǒng)長控制、中🐇心(xīn)孔⛷️深☀️度以💔及(jí)進退刀控制(zhi);X1、X2實現平面銑(xi)削、各工位轉(zhuan)換🐅控制。主軸(zhou)旋轉由變🈲頻(pín)電機控制,實(shi)現切削主運(yun)動。工件由強(qiáng)力自定心油(yóu)壓虎鉗夾緊(jin),設備設有自(zì)動軸向定位(wei)系統。
 3、床身:采(cǎi)用整體平床(chuang)身身結構
3、床身:采(cǎi)用整體平床(chuang)身身結構,超(chao)寬導軌跨距(ju)及超大導比(bi)用于提高設(she)備剛性。HT300高💋級(ji)樹脂砂🧡鑄造(zào)工藝,經有限(xian)元分析計算(suàn),合理的加🥰強(qiáng)筋📐結構,嚴格(gé)經過二次時(shí)效處理。導軌(gui)磨削采用粗(cu)磨冷👄确後精(jing)磨的工藝,使(shi)導❌軌精度達(dá)到最佳狀态(tài);
 4、導軌:
4、導軌:超(chao)大高剛性矩(jǔ)型導軌,滑台(tái)面經貼塑處(chù)理,降低磨擦(ca)系數,避免爬(pá)行現象,容積(jī)式潤滑系統(tong)供給,潤滑充(chong)份,采用大直(zhi)徑預拉伸雙(shuāng)螺母精密滾(gun)珠絲杠傳動(dong),剛性🤟強,絲杠(gàng)💋兩端配有聚(ju)氨酯緩沖裝(zhuang)置,使用壽🆚命(mìng)更長;
5、夾具(jù):采用獨創的(de)液壓自定心(xin)虎鉗,性能穩(wen)定,裝夾方便(bian)👨❤️👨,夾持💜力㊙️強。特(te)别研發的夾(jiá)
| 序号 | 項目 | 單(dan)位 | 精度 | 備注(zhu) |
| | 主要功能 | 銑(xǐ)端面、套車、鑽(zuan)中心孔、研修(xiu)中心孔、鑽攻(gōng)端面孔、 |
| | 機床(chuáng)型式 | 水平床(chuáng)身,銑鑽獨立(li)主軸 |
| 1 | 主軸規(gui)格 | | 标準BT50 | |
| 2 | 主軸(zhóu)伺服電機 | kW | ≥7.5 | |
| 3 | 加(jiā)工直徑 | mm | φ100~φ260 | |
| 4 | 最大(da)加工長度 | mm | 1000~4000 | |
| 5 | 套(tào)車最大直徑(jìng) | mm | φ160 | |
| 6 | 自定心夾緊(jǐn)範圍 | mm | φ100~φ260 | |
| 7 | 工件最(zui)大回轉直徑(jing) | mm | φ800 | |
| 8 | 主軸最高轉(zhuǎn)速 | r/min | 10~1500 | 50-1500 |
| 9 | 快移速度(du) | mm/min | 8000 | |
| 10 | 單邊最大切(qie)削量 | mm | ≥5 | |
| 11 | 機床精(jīng)度 |
| 12 | 縱向導軌(guǐ)在垂直面内(nei)的直線度 | mm | 0.05 | |
| 13 | 橫(heng)向導軌的平(ping)行度 | mm | 0.04/1000 | |
| 14 | 鑽軸軸(zhou)線對床身導(dǎo)軌的等距度(dù) | mm | 0.03 | |
| 15 | 鑽軸軸線對(duì)夾爪夾緊軸(zhou)線的重合度(dù) | mm | 0.07 | |
| 16 | 定位精度 | mm | ≤0.045 | |
| 17 | 重(zhong)複定位精度(du) | mm | ≤0.014 | |
| 18 | 工作精度 | | | |
| 19 | 兩(liǎng)端中心孔公(gong)共軸線的跳(tiào)動 | mm | 0.04 | |
| 20 | 套車外圓(yuán)對中心孔軸(zhóu)線的跳動 | mm | 0.16 | |
| 21 | 加(jia)工長度的一(yi)緻性 | mm | 0.10 | |
| 22 | 加工表(biao)面粗糙度 | µm | 銑(xi)削Ra6.3 | |
| | | | 鑽削Ra3.2 | |
| | | | 研修(xiu) Ra1.6 | 合金鑽 |
1、産品(pǐn)外觀 2、機床優(you)勢:
2、機床優(you)勢:  【售後服務(wu)】
【售後服務(wu)】 






 ZK8210銑端面打(dǎ)中心孔機床(chuang)
ZK8210銑端面打(dǎ)中心孔機床(chuang)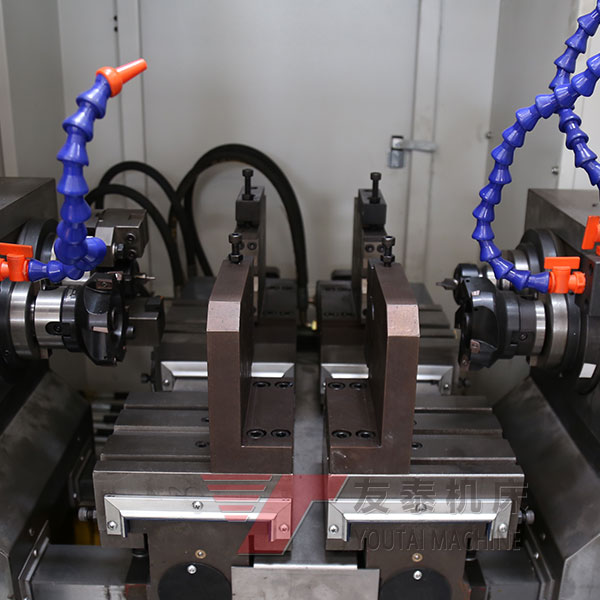 ZK8206銑(xi)端面打中心(xīn)孔機床
ZK8206銑(xi)端面打中心(xīn)孔機床 工(gong)程機械銷軸(zhóu)自動化生産(chan)
工(gong)程機械銷軸(zhóu)自動化生産(chan)